ПОЛЕЗНАЯ ИНФОРМАЦИЯ

Виды сварных соединений
Порой сварщику приходится собирать конструкцию по чертежам. В документах обозначаются места, где предположительно должны быть сварочные швы. Чтобы правильно все собрать, необходимо знать виды сварных швов и их классификацию, а также научиться варить в нужном пространственном положении. Рассмотрим типы соединений, отличия швов, технику наложения и возможные дефекты.
Что такое сварочное соединение ?
Сварочное соединение — это неразъемное соединение двух частей, полученное путем плавления кромок. Для усиления и заполнения места стыковки применяется присадочный металл, перемешиваемый с основным. Процесс расплавления ведется:
покрытым плавящимся электродом (для ММА сварки);
вольфрамовым электродом (для метода TIG);
проволокой от горелки (для MIG сварки).
При РДС сварке образуется шлаковая корочка, которую отбивают специальными молотками. Еще она появляется при электросварке с флюсом. В остальных методах швы сразу чистые и доступны для осмотра.
Один кабель от источника тока выступает массой и подключается к изделию, а второй заканчивается держателем или горелкой и находится в руках у сварщика. За счет температуры дуги до 5000 градусов осуществляется плавка металла и выполнение стыков. Сварочные соединения считаются одними из самых быстрых и прочных, поэтому активно используются на строительстве, изготовлении автомобилей, судов и т. д.
Виды сварочных швов
Согласно ГОСТ 5264-80, существует несколько основных видов сварных швов:
Стыковые. В чертежах обозначаются буквой «С». Провариваются с одной стороны или с двух, в зависимости от толщины металла и требуемой прочности соединения.
Угловые. Условно обозначаются буквой «У». Чаще всего проваривается внутренний угол, но для большей прочности иногда осуществляется сварка и по наружному углу.
Тавровые. Обозначаются «Т». Соединение может быть с одной стороны, причем как левой, так и правой, или двухстороннее.
Нахлесточные. Условное обозначение — «Н». Две стороны накладываются друг на друга и привариваются между торцом и плоской поверхностью.
Кроме этого, ГОСТ 16037-80 описывает виды стыковых швов труб. Они могут соединяться стык в стык по прямой линии или с уклоном. В документе прописана технология, когда требуется выполнить соединение с изгибом, ответвлением. За счет полой конструкции внутри трубы такие соединения не схожи с другими и вынесены в отдельную категорию, чтобы сварщик не путался в видах стыковых швов при сборке.
Если свариваемые детали очень узкие, например две арматуры требуется соединить торцами, то такие швы называются торцевые или стыковые. Они отдельно описаны в ГОСТ 14098-2014. Арматуру можно варить так же крест-накрест или внахлест.
Виды пространственных положений сварных швов
Все перечисленные виды сварных швов могут выполняться в следующих пространственных положениях:
Нижнее — изделие располагается на полу, столе. Жидкий металл никуда не стекает, шлак приходится принудительно отгонять электродом. Одно из самых легких пространственных положений для новичков.
Нижнее «в лодочку» — подходит для угловых и тавровых стыков. Место соединения выставляется так, чтобы расплавленный металл одинаково находил на обе стенки соединения. Если изделие чуть наклонить по продольной оси шва, то жидкий шлак будет стекать самопроизвольно, не мешая сварочной ванне.
Вертикальное — ручной дуговой сваркой ведется снизу вверх прерывистой дугой, иначе жидкий металл под действием тяжести стекает вниз. Полуавтоматом и аргонодуговой сваркой выполняется сверху вниз. Это более сложное пространственное положение для сварщика, выполнение которого требует определенного навыка.
Потолочное — самое сложное положение, поскольку жидкий металл и шлак постоянно скапывают вниз, а варить приходится с загнутой головой вверх. Шея и рука быстро устают.
Еще бывают горизонтальные швы на вертикальной поверхности. Их сложность состоит в том, что металл больше стекает на нижнюю сторону, а вверху остаются подрезы и непровары. Для качественного выполнения требуется снижать силу тока, а иногда вести шов прерывистой дугой.
Подготовка к свариванию
Чтобы шов был качественным, требуется правильная подготовка сторон к свариванию. Если металл толще 5 мм, выполняется односторонняя разделка кромок с углом 45º. При толщине пластин 10 мм разделка требуется с двух сторон. Без такой подготовки металл не получится проплавить глубоко и соединение будет поверхностным. Исходя из этого виды фасок бывают:
V-образными;
Y-образными;
X-образными;
U-образными.
Ржавый металл приводит к нестабильному горению дуги, «плевкам» шлака. Стороны в зоне сварки (минимум по 20 мм от линии соединения) требуется зачистить от ржавчины, следов краски, масла. Если предстоит варить тонкий металл 1-1.5 мм встык, используется медная подложка, предотвращающая прожоги.
Чтобы заготовку не повело при сварке, предварительно выполняются прихватки, причем они должны быть с двух сторон. Это относится ко всем видам соединений.
Классификация сварных швов
Кроме вида соединения и положения шва в пространстве, стыки классифицируются по технике выполнения шва и дополнительным характеристикам.
Положение электрода во время сварочного процесса
Сварку можно вести покрытым электродом, удерживая его относительно плоскости изделия под разными углами:
Углом вперед. Сварщик наклоняет электрод на себя на 30-60º, а шов ведет от себя. Сварочная ванная движется впереди электрода, а шлак надежно покрывает расплавленный металл. Техника применима при сварке тонких листов, поскольку уменьшает тепловложение.
Углом назад. Сварщик наклоняет электрод на себя под углом 30-60º и шов ведет к себе. Шлак вытесняется давлением дуги, лучше контролируется сварочная ванна. Проплавление за счет повышенного тепловложения глубже. Подходит для лицевых швов, требующих красивого вида, а также при сварке толстых деталей.
Под прямым углом. Задействуется только при сварке в труднодоступных местах, где невозможно подлезть по-другому. Не очень удобный метод, поскольку ограничивает видимость сварочной ванны.
Движения электрода
Внешний вид шва во многом зависит от движения электрода. На соединениях без зазора обычно никаких колебательных движений не требуется — электрод ведется ровно, обеспечивая мелкую чешую и равномерную ширину. Важно только правильно подобрать скорость, чтобы кромки успевали проплавляться и не прожигался основной металл. Для заполнения широких швов сварщики используют поперечно-колебательные движения в виде:
круглой или квадратной спирали;
восьмерок;
треугольников;
зигзагов;
полумесяцев.
По конфигурации
Линия стыковки определяет будущую конфигурацию сварного шва, которая возможна:
1 прямолинейная;
2 криволинейная;
3 кольцевая.
По степени выпуклости
Степень выпуклости называется катетом сварного шва. Исходя из параметров наложенного валика катет бывает:
1 Положительным — выпуклый шов, требует больше наплавленного металла и низкой скорости выполнения. Подходит для ответственных конструкций, герметичных стыков труб, резервуаров.
2 Отрицательным — вогнутый шов, выполняемый на повышенной скорости, отличается меньшей прочностью. Допустим на неответственных соединениях, емкостях, в которых нет жидкостей или пара.
3 Нулевой — валик ровный, без выпуклостей и вогнутостей. Применим на изделиях, работающих с низким давлением до 10 атм.
Чем больше высота валика, тем прочнее шов и тем сложнее его сломать на излом.
По протяженности
Если требуется повышенная прочность или герметичность соединения, то выполняются сплошные сварочные швы. Это требует больше времени и увеличенного расхода присадочного металла. Когда нагрузки на конструкцию невысокие, допустимы прерывистые швы по 2-3 см длиной. Это обеспечивает целостность изделия, сокращает время на сварку и экономит электроды/проволоку полуавтомата.
По количеству проходов
Для листов металла 2-4 мм достаточно одного прохода, чтобы проварить соединение. Более толстые стороны нуждаются в разделке кромок и нескольких проходах. Такие швы называются двухпроходными, трехпроходными, многопроходными.
По виду сварки
Сварочные соединения возможны при помощи:
1 покрытого электрода и источника тока;
2 неплавящегося вольфрамового электрода в среде аргона;
3 плавящейся проволоки в среде углекислоты, аргона или их смеси;
4 проволоки в среде защитного газа с дополнительной засыпкой места соединения флюсом;
5 пламени газовой горелки, работающей от смеси пропана/ацетилена и кислорода, с подачей присадочной проволоки свободной рукой сварщика.
Дефекты швов
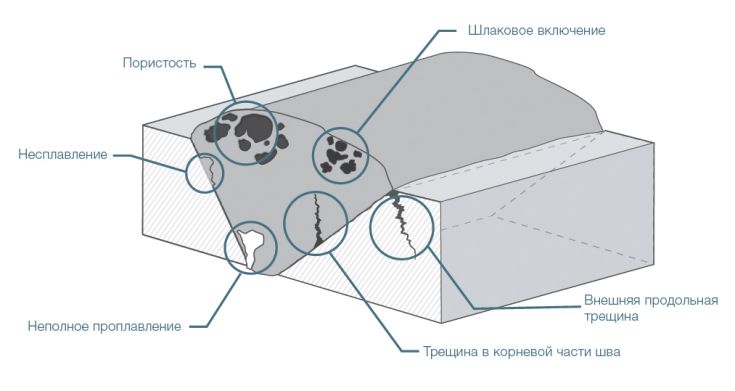
Основными видами дефектов сварных соединений являются:
Непровары — образуются при слабой силе тока, быстром ведении дуги, наложении шва мимо линии стыковки, когда сварщик плохо видит стык в маске.
Наплывы — бугры, неравномерные волны, «сопли» из застывшего металла. Появляются при вертикальных и потолочных швах при неправильной технике выполнения. В нижнем положении возможны из-за неравномерной скорости ведения шва.
Подрезы — выхваченные участи из основного металла на боковой границе шва. Возникают при неправильных движениях электрода и повышенной силе тока.
Поры — возможны при сварке загрязненного металла, когда инородные частицы горят и их газовая фракция вырывается наружу. Поры появляются при недостаточной защите сварочной ванны (требуется увеличить подачу газа).
Кратеры — отверстие в конце шва, нарушающее герметичность соединения. Образуется при резком прерывании дуги аргоновой сваркой. В случае РДС кратеры появляются из-за вмешательства шлака.
Трещины — возникают при резком охлаждении соединения (сразу заливают водой шов, чтобы остудить и продолжить сборку конструкции). При сварке чугуна трещины образуются из-за неравномерного прогрева изделия.
Требования к сварным швам
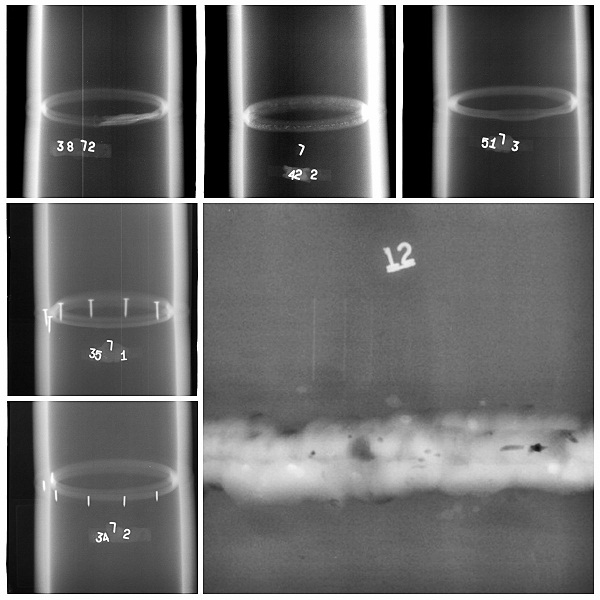
Качество сварных швов оценивается методами неразрушающего и разрушающего контроля. К первым относится ультразвук и просветка швов рентгеном. Такие проверки выполняются на особо ответственных стыках, подвергающихся высоким нагрузкам.
При разрушающем контроле образцы швы проверяют на растяжение, излом, исходя из чего оценивают:
ударную вязкость металла шва;
временное сопротивление разрыву;
твердость металла шва.
Необходимый уровень каждой характеристики прописывается в чертежах по сварке.
Что влияет на качество сварного соединения
Качество шва зависит от:
- 1 правильности выбора силы тока;
- 2 качества электродов (обмазка, металл стержня);
- 3 техники выполнения и опытности сварщика;
- 4 дополнительных функций сварочного аппарата, облегчающих сварку;
- 5 доступности зоны соединения.
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля. Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя.
Вихретоковый контроль
Портативные вихретоковые дефектоскопы – еще один метод контроля качества металлических деталей, используемый для выявления поверхностных и подповерхностных дефектов.
Каков принцип вихретокового контроля?
Вихретоковый контроль — это метод неразрушающего контроля (НК), который можно использовать для различных задач дефектоскопии. Вихретоковый контроль основан на использовании электромагнитного поля для измерения отраженного от материала сигнала. Вихретоковый преобразоватеь генерирует магнитные поля, которые индуцируют вихревые токи, наводимые на объект контроля (например, проводник, такой как катушка). Это влияет на магнитное поле, а также на величину и фазу напряжения в катушке. Любые изменения проводимости (дефекты или колебания толщины) могут повлиять на результирующий вихревой ток. Данную технологию можно использовать для измерения расстояния или обнаружения дефектов в проводящих материалах, таких как коррозия, эрозия, износ, питтинг, отражающие зарубки, утонение стенок и трещины.
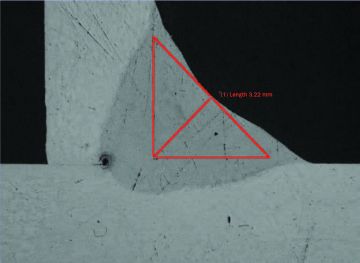
Промышленная микроскопия
Промышленная микроскопия
Контроль поперечного сечения сварного шва — Визуальный контроль
1 Выполнение всех измерений за один подход
2 Контроль тавровых, нахлесточных и угловых соединений
3 Калибровка параметров изображения для обеспечения точности результатов
Для контроля используют промышленные микроскопы
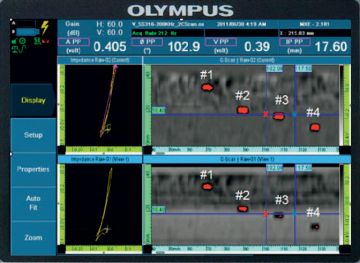
Традиционный ультразвуковой контроль

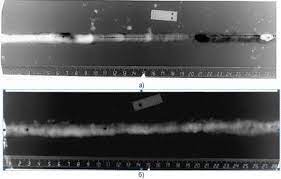
Радиографический контроль

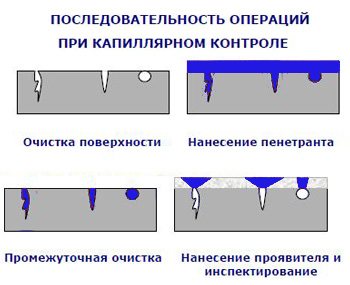
Цветная дефектоскопия сварных швов